
Direkte Lithiumgewinnung aus geothermischen Solen: Wie kann Filtration eine skalierbare Produktion von hochreinen Lithiumchemikalien ermöglichen?
Die direkte Lithiumgewinnung (DLE) gewinnt rasch an Bedeutung als hocheffizienter Weg zur Herstellung von Lithiumchemikalien in Batteriequalität. Da Lithium in Stunden statt Monaten gewonnen werden kann, bietet das sorbensbasierte DLE-Verfahren eine ressourceneffiziente Alternative zu Verdunstungsbecken, insbesondere dort, wo geothermische Solen natürlich erhöhte Temperaturen und stabile Prozessbedingungen liefern. Der Betriebserfolg hängt in diesen Systemen wesentlich von einer präzisen Feststoffkontrolle in den Extraktions- und Reinigungsstufen ab. Eine leistungsstarke Fest-Flüssig-Trennung ist daher ein entscheidender Erfolgsfaktor für einen stabilen Anlagenbetrieb, und die Filtrationssysteme FUNDABAC® und CONTIBAC® von DrM liefern die erforderliche Zuverlässigkeit und Prozessstabilität für den kommerziellen DLE-Einsatz.
Warum gewinnt DLE aus geothermischen Solen strategisch an Bedeutung?
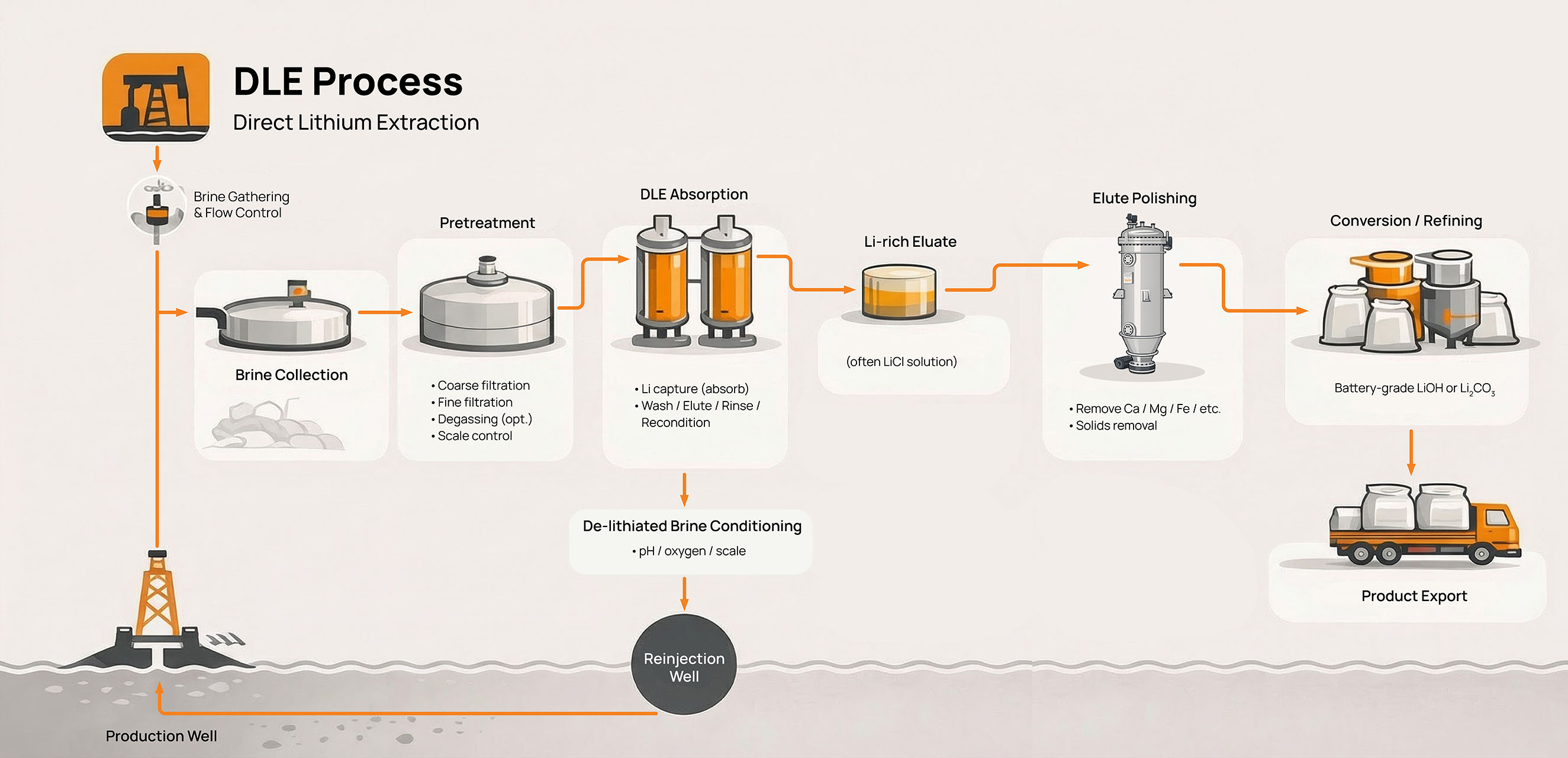
Die herkömmliche Gewinnung aus Verdunstungsbecken erfordert 18 bis 24 Monate Verdunstungszeit, große Landflächen und hohe Wasserverluste, wobei die Lithiumausbeute durch klimatische Schwankungen begrenzt wird. Die direkte Lithiumgewinnung verkürzt diesen Zyklus auf Stunden oder Tage, indem technisch entwickelte Sorbentien eingesetzt werden, die Lithiumchlorid selektiv aus Solen binden. Ein anschließender Wasserwaschlauf setzt ein konzentriertes LiCl-Eluat frei, das direkt in die Elektrolyse oder die Umwandlung zu Lithiumhydroxid eingespeist wird.
Die Eigenschaften der Solequelle haben einen wesentlichen Einfluss auf das Prozessdesign. Geothermische Solen bieten Temperaturen von 60 bis 75°C, die die Selektivität des Sorbens verbessern, den externen Heizbedarf reduzieren und eine Energieintegration mit der geothermischen Anlage ermöglichen. Im Gegensatz dazu können Solen aus hochgelegenen evaporitischen Umgebungen, wie Salar-Systemen (Salzseen), bei deutlich niedrigeren Umgebungstemperaturen im Bereich von 20 bis 30°C vorliegen, was von Filtrations- und Prozessanlagen eine zuverlässige Leistung über einen breiteren thermischen Bereich erfordert. Unabhängig von der Quelle minimieren geschlossene oder kontrollierte Wasserkreisläufe die Abfallmengen und verbessern die Nachhaltigkeitskennzahlen. Um eine gleichbleibende Extraktionsleistung bei allen Soletypen zu gewährleisten, ist eine Feststoffkontrolle unerlässlich, da hochsaline Solen typischerweise eine Reihe von Feinstpartikeln und Ablagerungsvorläufern enthalten, deren Zusammensetzung je nach geologischer Herkunft variiert. Die wirksame Entfernung dieser Feststoffe ist erforderlich, um Sorbensbetten zu schützen, die Eluat-Reinheit zu stabilisieren und die Zuverlässigkeit der nachgelagerten Prozesse zu sichern.
| Parameter | Geothermische Solen | Salar / Evaporitische Solen |
|---|---|---|
| Typische Temperatur | 60-75°C | 20-30°C (Umgebungstemperatur) |
| Dominante Verunreinigungen | Siliziumdioxid, mineralische Feinstpartikel, Ablagerungsvorläufer | Karbonate, Bikarbonate, Sulfate |
| Wasserkreislauf | Geschlossen, Rückführung in den Brunnen | Offene Oberfläche, Teichsystem oder geschlossen |
| Prozessintegration | Energieintegration mit der geothermischen Anlage | Eigenständige DLE-Module |
| Filtrationsschwerpunkt | Siliziumdioxid-Entfernung, Sorbensbettschutz | Karbonat-Entfernung, Ablagerungskontrolle |
Wo entstehen Feststoffprobleme in der DLE-Wertschöpfungskette?
Im DLE-Prozess stammen Feststoffe aus der Solequelle selbst, aus dem Abrieb des Sorbens, aus chemischen Konditionierungsschritten und aus der nachgelagerten Kristallisation. Die dominanten Verunreinigungsarten hängen stark von der geologischen Herkunft der Sole ab. Geothermische Solen enthalten häufig Siliziumdioxid und mineralische Feinstpartikel, während evaporitische Salar-Solen erhöhte Konzentrationen von Karbonat- und Bikarbonatspezies, Sulfaten und anderen Ablagerungsvorläufern aufweisen können. Ohne eine zuverlässige Fest-Flüssig-Trennung in jeder der nachfolgenden Stufen sind Betreiber mit höherem Reagenzienverbrauch, kürzeren Sorbens-Standzeiten, erhöhtem Wartungsaufwand und reduzierter Lithiumausbeute konfrontiert.
| Prozessstufe | Feststoffquelle | Folgen bei unzureichender Kontrolle |
|---|---|---|
| Sole-Vorbehandlung | Suspendierte Mineralien, Siliziumdioxid, Karbonate, Ablagerungsvorläufer | Verschmutzung des Sorbensbetts, reduzierte Effizienz |
| Adsorption / Sorbensbettschutz | Eindringen von Feinstpartikeln in die Sorbensbetten | Bettverdichtung, reduzierte Permeabilität |
| Desorption / Eluat-Konditionierung | Sorbens-Feinstpartikel, Hydroxid-Fällprodukte | Verschmutzung von IX-Einheiten, RO, Eindampfern |
| Kristallisator-Speisevorbereitung | Verbleibende Ablagerungsprodukte | Instabile Kristallbildung, Qualitätsverlust |

Wie können die Kerzenfilter FUNDABAC® und CONTIBAC® von DrM DLE-Prozesse optimieren?
- Hochdurchsatz-Filtration bei diversen Solezusammensetzungen und Temperaturen Die Filter FUNDABAC® und CONTIBAC® sind für den Dauerbetrieb in korrosiven, hochdichten Solen über einen weiten Betriebstemperaturbereich ausgelegt, von den erhöhten Temperaturen geothermischer Quellen bis hin zu den Umgebungsbedingungen hochgelegener Salar-Umgebungen. Ihr druckgetriebener Betrieb gewährleistet eine stabile Kuchenbildung und vorhersehbare Zykluszeiten, selbst bei schwankender Solezusammensetzung und Temperatur. Der Betrieb ohne Filterhilfsmittel oder Zusatzstoffe stellt sicher, dass die behandelte Sole zur Reinjektion oder Rückführung in den Prozesskreislauf geeignet bleibt und die Quellchemie erhalten wird, während Lithium und Schwebstoffe entfernt werden.
- Präzise Entfernung von Fein- und Kolloidpartikeln DLE-Prozesse erzeugen während der Sorbensbeladung, der Regenerierung und der Metallentfernung ultrakleine Partikel. DrM-Filter erfassen diese Feinpartikel mit hoher Effizienz und schützen so Adsorptionskolonnen, RO-Systeme, IX-Einheiten und Eindampfer.
- Automatisierungsgerechtes Design für modulare Anlagenarchitekturen Moderne DLE-Anlagen sind auf modulare Prozesszüge und automatisierten Betrieb angewiesen. FUNDABAC® und CONTIBAC® lassen sich nahtlos in diese Steuerungsumgebungen integrieren und gewährleisten eine gleichmäßige Zyklussteuerung bei reduziertem Bedienungsaufwand.
- Zuverlässige Polierung des Lithiumchlorid-Eluats Ein hochreines Eluat ist für die nachgelagerte Umwandlung zu Lithiumhydroxid in Batteriequalität unerlässlich. DrM-Filter entfernen Sorbens-Feinpartikel, Hydroxid-Fällprodukte und Ablagerungsprodukte, verbessern die Stabilität von Eindampfern und Kristallisatoren und reduzieren den Wartungsaufwand. Bei der Verunreinigungsentfernung minimiert ein effizienter Kuchenwäsche-Schritt die Lithiumverluste durch die Rückgewinnung von eingeschlossenem Lithium aus dem Filterkuchen, wodurch die Gesamtlithiumausbeute verbessert und die Produktverluste in den Polierungsstufen reduziert werden.



Welchen strategischen Mehrwert bietet DrM für DLE-Projekte im kommerziellen Maßstab?
Mit mehr als 4.100 weltweit installierten Filtrationsanlagen bringt DrM eine bewährte Technologieplattform für die anspruchsvollen Bedingungen der direkten Lithiumgewinnung mit. Die Filter FUNDABAC® und CONTIBAC® sind für chlorid- und dichteintensive Solen ausgelegt und liefern die für den Großanlagenbetrieb erforderliche Prozessstabilität. Für DLE-Betreiber bedeutet dies:
- Filtrationseinheiten, die für hohen Soledurchsatz und schwankende Einspeisung ausgelegt sind
- vorhersehbare Zyklusleistung, die stabile Anlagen-Massenbilanzen und hohe Verfügbarkeit unterstützt
- reduzierter Wartungsaufwand durch robuste Bauweise und automatisierte Austragssysteme
- verbesserte Nachhaltigkeit durch effiziente Feststoffentfernung und minimierte Abfallmengen
- langfristige Zuverlässigkeit, gestützt auf umfangreiche Felderfahrung in korrosiven Prozessumgebungen
Diese Stärken machen DrM zu einem zuverlässigen Partner für DLE-Projekte, die vom Pilot- in den kommerziellen Maßstab übergehen, wo ein gleichmäßiger Betrieb und kontrollierte Betriebskosten für die Projektrealisierung entscheidend sind.
Welche Rolle wird Filtration bei der künftigen Wettbewerbsfähigkeit von DLE spielen?
Mit dem Übergang von DLE in den kommerziellen Einsatz bei einer wachsenden Vielfalt von Solequellen und geografischen Standorten wird der entscheidende Faktor nicht mehr die Sorbensselektivität, sondern die anlagenweite Betriebszuverlässigkeit sein. Unabhängig davon, ob geothermische Solen bei erhöhten Temperaturen oder Salar-Solen unter Umgebungsbedingungen verarbeitet werden, und unabhängig davon, ob die dominante Ablagerungsherausforderung Siliziumdioxid, Karbonate oder andere anorganische Spezies sind, hängt jeder Kernschritt des Prozesses, einschließlich Adsorption, Desorption, Eluat-Reinigung und Endumwandlung, von einer präzisen Feststoffkontrolle ab. Eine fortschrittliche Filtration hält Sorbensbetten in gleichmäßiger Leistung, stabilisiert die Eluat-Qualität und schützt nachgelagerte thermische und Membraneinheiten vor Verschmutzung. In diesem Zusammenhang wird Filtration zu einem strategischen Erfolgsfaktor für eine hohe Lithiumausbeute, vorhersehbare Betriebskosten und langfristige Anlagenleistung über das gesamte Spektrum der DLE-Projekttypen. Die Systeme FUNDABAC® und CONTIBAC® liefern die Prozessstabilität, Automatisierung und Lebenszykluszuverlässigkeit, die zur Unterstützung der nächsten Generation von DLE-Anlagen benötigt werden, wo immer lithiumhaltige Solen vorkommen.
Häufig gestellte Fragen
Was ist die direkte Lithiumgewinnung (DLE)?
Die direkte Lithiumgewinnung (Direct Lithium Extraction, DLE) ist ein Verfahren, das Lithium selektiv mithilfe technischer Sorbentien aus Solen zurückgewinnt und den Extraktionszyklus von den 18 bis 24 Monaten, die Verdunstungsbecken benötigen, auf Stunden oder Tage verkürzt. Das Sorbens bindet Lithiumchlorid aus der Sole; eine anschließende Wasserwäsche setzt ein konzentriertes LiCl-Eluat frei, das direkt in die Umwandlung zu batteriefähigem Lithiumhydroxid einfließt.
Warum ist die Filtration bei DLE-Prozessen entscheidend?
Feststoffe in der Sole – darunter Kieselsäure, Mineralfeinstoffe, Karbonate und Abriebpartikel des Sorbens – verschmutzen die Sorbensbetten, verringern die Bettdurchlässigkeit und verunreinigen das LiCl-Eluat, wenn sie nicht entfernt werden. Eine zuverlässige Fest-Flüssig-Trennung in jeder Stufe der DLE-Wertschöpfungskette schützt die Lebensdauer des Sorbens, stabilisiert die Eluatreinheit und verhindert das Verschmutzen nachgelagerter RO-, IX- und Verdampfereinheiten.
Welche Filtrationstechnologie liefert DrM für DLE?
DrM liefert FUNDABAC® Kerzenfilter und CONTIBAC® halbkontinuierliche Eindicker für DLE-Anwendungen. Beide Systeme sind für den Dauerbetrieb in chloridreichen, hochdichten Solen über den gesamten Betriebstemperaturbereich ausgelegt. Mit weltweit über 4.100 installierten Filtrationssystemen bietet DrM bewährte Zuverlässigkeit für den Einsatz von DLE im kommerziellen Maßstab.
Was ist der Unterschied zwischen der Filtration von geothermischen Solen und Salar-Solen bei DLE?
Geothermische Solen kommen typischerweise mit 60 bis 75 °C an und führen Kieselsäure und Mineralfeinstoffe als dominierende Verunreinigungen mit sich, wobei sich die Filtration auf die Kieselsäureentfernung und den Schutz des Sorbens konzentriert. Salar-Solen arbeiten näher an Umgebungstemperatur und weisen erhöhte Konzentrationen von Karbonat, Bikarbonat und Sulfat auf, was die Verkrustungskontrolle zur wichtigsten Filtrationsaufgabe macht. FUNDABAC®- und CONTIBAC®-Systeme sind so konzipiert, dass sie in beiden Umgebungen zuverlässig arbeiten.
Wie beeinflusst die Filtration die Lithiumausbeute bei DLE?
Eine effiziente Kuchenwäsche während der Filtration minimiert Lithiumverluste, indem mitgeführtes Lithium aus dem Filterkuchen zurückgewonnen wird. Die präzise Feststoffentfernung stabilisiert zudem das den Kristallisatoren und Verdampfern zugeführte Eluat, wodurch Schwankungen der Produktqualität und der Wartungsaufwand reduziert werden. Zusammen unterstützen diese Faktoren direkt eine höhere Gesamtausbeute an Lithium und besser vorhersehbare Betriebskosten der Anlage.












