
Extracción Directa de Litio de Salmueras Geotérmicas: ¿Cómo puede la filtración permitir una producción escalable de productos químicos de litio de alta pureza?
La Extracción Directa de Litio (DLE, por sus siglas en inglés) está ganando rápidamente terreno como vía de alta eficiencia para la producción de productos químicos de litio de calidad para baterías. Al recuperar el litio en horas en lugar de meses, el proceso DLE basado en sorbentes ofrece una alternativa eficiente en recursos a las balsas de evaporación, especialmente donde las salmueras geotérmicas proporcionan temperaturas naturalmente elevadas y condiciones de proceso estables. En estos sistemas, el éxito operativo depende en gran medida de un control preciso de sólidos en las etapas de extracción y purificación. La separación sólido-líquido de alto rendimiento es, por tanto, un factor crítico para la estabilidad operativa de la planta, y los sistemas de filtración FUNDABAC® y CONTIBAC® de DrM proporcionan la fiabilidad y estabilidad de proceso necesarias para el despliegue comercial de DLE.
¿Por qué está ganando impulso estratégico el DLE de salmueras geotérmicas?
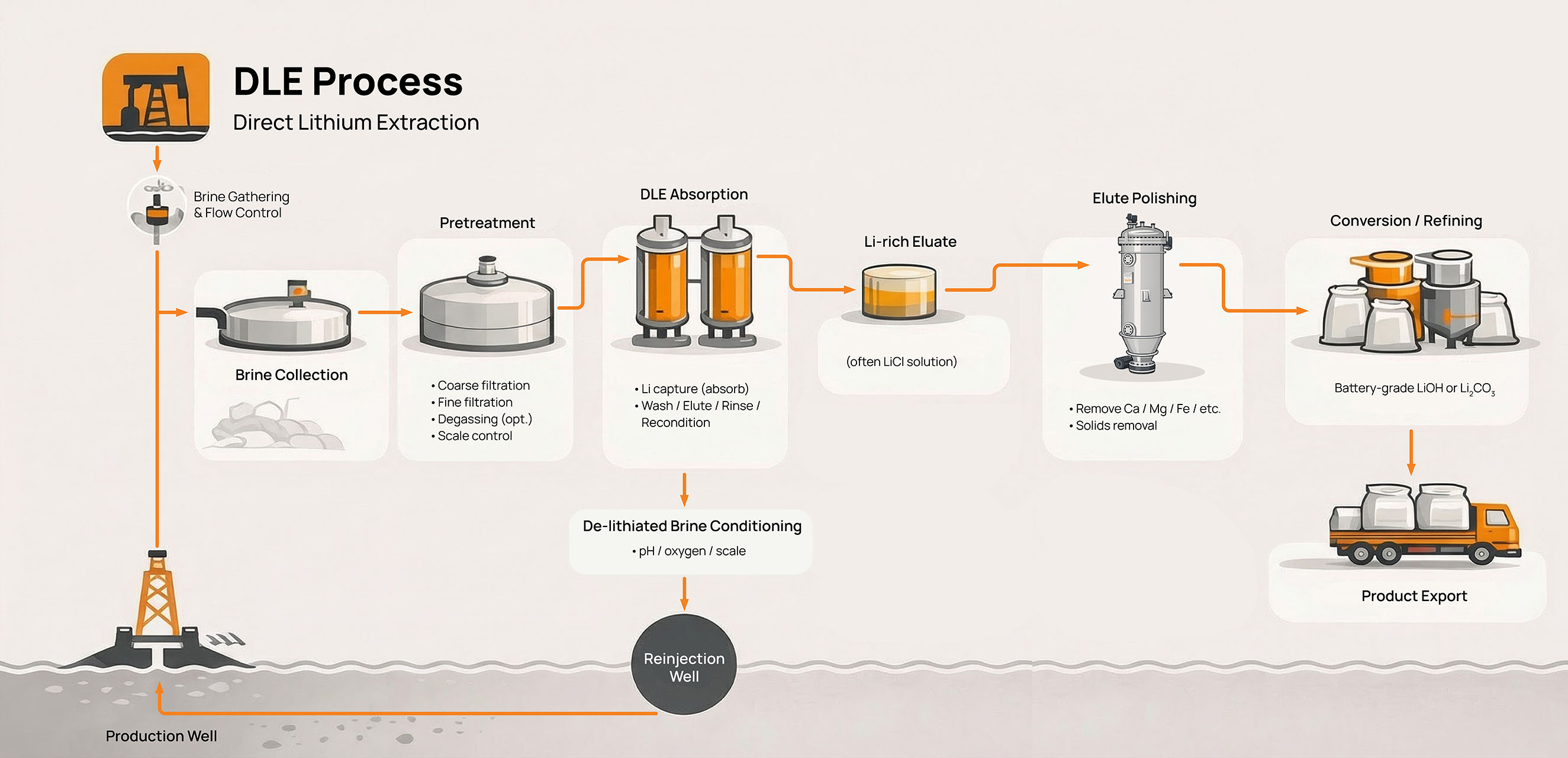
La extracción convencional en balsas requiere entre 18 y 24 meses de evaporación, grandes superficies de terreno y elevadas pérdidas de agua, con una recuperación de litio limitada por la variabilidad climática. La Extracción Directa de Litio acorta este ciclo a horas o días mediante el uso de sorbentes diseñados que se unen selectivamente al cloruro de litio de las salmueras. Un lavado con agua posterior libera un eluato concentrado de LiCl que se alimenta directamente a la electrólisis o a la conversión a hidróxido de litio.
Las características de la fuente de salmuera tienen una influencia significativa en el diseño del proceso. Las salmueras geotérmicas ofrecen temperaturas de 60 a 75°C, que mejoran la selectividad del sorbente, reducen la demanda de calefacción externa y permiten la integración energética con la planta geotérmica. Por el contrario, las salmueras procedentes de entornos evaporíticos de gran altitud, como los sistemas de salares (lagos salados), pueden presentarse a temperaturas ambiente significativamente más bajas, en el rango de 20 a 30°C, lo que exige que los equipos de filtración y proceso funcionen de manera fiable en un rango térmico más amplio. Independientemente de la fuente, los ciclos de agua cerrados o controlados minimizan la generación de residuos y mejoran los indicadores de sostenibilidad. Para mantener un rendimiento de extracción constante en todos los tipos de salmuera, el control de sólidos es esencial, ya que las salmueras de alta salinidad contienen típicamente una serie de finos y precursores de incrustaciones cuya composición varía según el origen geológico. La eliminación eficaz de estos sólidos es necesaria para proteger los lechos de sorbente, estabilizar la pureza del eluato y garantizar la fiabilidad del proceso aguas abajo.
| Parámetro | Salmueras Geotérmicas | Salmueras de Salar / Evaporíticas |
|---|---|---|
| Temperatura típica | 60-75°C | 20-30°C (temperatura ambiente) |
| Impurezas dominantes | Sílice, finos minerales, precursores de incrustaciones | Carbonatos, bicarbonatos, sulfatos |
| Ciclo del agua | Circuito cerrado, reinyección al pozo | Superficie abierta, sistema de balsas o cerrado |
| Integración de proceso | Integración energética con la planta geotérmica | Módulos DLE independientes |
| Prioridad de filtración | Eliminación de sílice, protección del lecho de sorbente | Eliminación de carbonatos, control de incrustaciones |
¿Dónde surgen los retos de sólidos en la cadena de valor del DLE?
En el proceso DLE, los sólidos se originan en la propia fuente de salmuera, en el desgaste del sorbente, en las etapas de acondicionamiento químico y en la cristalización aguas abajo. Las especies de impurezas dominantes dependen en gran medida del origen geológico de la salmuera. Las salmueras geotérmicas suelen contener sílice y finos minerales, mientras que las salmueras evaporíticas de salar pueden presentar concentraciones elevadas de especies de carbonato y bicarbonato, sulfatos y otros precursores de incrustaciones. Sin una separación sólido-líquido fiable en cada una de las etapas siguientes, los operadores se enfrentan a un mayor consumo de reactivos, una vida útil más corta del sorbente, un mayor mantenimiento y una recuperación de litio reducida.
| Etapa del proceso | Origen de los sólidos | Consecuencia si no se gestiona |
|---|---|---|
| Pretratamiento de salmuera | Minerales en suspensión, sílice, carbonatos, precursores de incrustaciones | Ensuciamiento del lecho de sorbente, reducción de la eficiencia |
| Adsorción / protección del sorbente | Penetración de finos en los lechos de sorbente | Compactación del lecho, reducción de la permeabilidad |
| Desorción / acondicionamiento del eluato | Finos de sorbente, precipitados de hidróxido | Ensuciamiento de unidades IX, OI, evaporadores |
| Preparación de la alimentación del cristalizador | Productos de incrustación residuales | Formación inestable de cristales, pérdida de calidad |

¿Cómo pueden los filtros de velas FUNDABAC® y CONTIBAC® de DrM optimizar los procesos DLE?
- Filtración de alto caudal en salmueras de diversas composiciones y temperaturas Los filtros FUNDABAC® y CONTIBAC® están diseñados para servicio continuo en salmueras corrosivas y de alta densidad en un amplio rango de temperaturas de operación, desde las temperaturas elevadas de fuentes geotérmicas hasta las condiciones ambientales de entornos de salar de gran altitud. Su funcionamiento por presión proporciona una formación estable de torta y tiempos de ciclo predecibles, incluso cuando la composición y la temperatura de la salmuera fluctúan. El funcionamiento sin ayudas filtrantes ni aditivos garantiza que la salmuera tratada sea apta para la reinyección o el retorno al circuito de proceso, preservando la química de la fuente mientras se eliminan el litio y los sólidos en suspensión.
- Eliminación precisa de partículas finas y coloidales Los procesos DLE generan partículas ultrafinas durante la carga del sorbente, la regeneración y la eliminación de metales. Los filtros de DrM capturan estos finos con alta eficiencia, protegiendo las columnas de adsorción, los sistemas de OI, las unidades IX y los evaporadores.
- Diseño preparado para la automatización en arquitecturas de planta modulares Las instalaciones DLE modernas dependen de trenes de proceso modulares y operación automatizada. FUNDABAC® y CONTIBAC® se integran perfectamente en estos entornos de control, proporcionando un control de ciclo constante y una intervención reducida del operador.
- Pulido fiable del eluato de cloruro de litio Un eluato de alta pureza es esencial para la conversión aguas abajo a hidróxido de litio de calidad para baterías. Los filtros de DrM eliminan los finos de sorbente, los precipitados de hidróxido y los productos de incrustación, mejorando la estabilidad de los evaporadores y cristalizadores y reduciendo los requisitos de mantenimiento. Durante la eliminación de impurezas, el lavado eficiente de la torta minimiza las pérdidas de litio al recuperar el litio retenido en la torta filtrante, mejorando así el rendimiento global de litio y reduciendo las pérdidas de producto en las etapas de pulido.



¿Qué valor estratégico aporta DrM a los proyectos DLE a escala comercial?
Con más de 4.100 sistemas de filtración instalados en todo el mundo, DrM aporta una plataforma tecnológica contrastada a las exigentes condiciones de la extracción directa de litio. Los filtros FUNDABAC® y CONTIBAC® están diseñados para salmueras de alta concentración de cloruros y alta densidad, y ofrecen la estabilidad de proceso necesaria para operaciones a gran escala. Para los operadores de DLE, esto se traduce en:
- unidades de filtración diseñadas para alto caudal de salmuera y características de alimentación fluctuantes
- rendimiento de ciclo predecible que favorece balances másicos estables de la planta y alta disponibilidad
- mantenimiento reducido gracias a una construcción robusta y sistemas de descarga automatizados
- mayor sostenibilidad mediante una eliminación eficiente de sólidos y una generación mínima de residuos
- fiabilidad a largo plazo respaldada por una amplia experiencia en campo en entornos de proceso corrosivos
Estas fortalezas hacen de DrM un socio fiable para los proyectos DLE que avanzan de escala piloto a comercial, donde la operación constante y el control de los costes operativos son esenciales para la viabilidad del proyecto.
¿Qué papel jugará la filtración en la competitividad futura del DLE?
A medida que el DLE avanza hacia el despliegue comercial en una variedad creciente de fuentes de salmuera y geografías, el factor diferenciador pasará de la selectividad del sorbente a la fiabilidad operativa de toda la planta. Ya sea procesando salmueras geotérmicas a temperaturas elevadas o salmueras de salar en condiciones ambientales, y ya sea que el principal reto de incrustación sea la sílice, los carbonatos u otras especies inorgánicas, cada etapa fundamental del proceso, incluidas la adsorción, la desorción, la purificación del eluato y la conversión final, depende de un control preciso de sólidos. La filtración avanzada mantiene los lechos de sorbente con un rendimiento constante, estabiliza la calidad del eluato y protege las unidades térmicas y de membranas aguas abajo frente al ensuciamiento. En este contexto, la filtración se convierte en un habilitador estratégico de una alta recuperación de litio, costes operativos predecibles y un rendimiento de los equipos a largo plazo en todo el espectro de tipos de proyectos DLE. Los sistemas FUNDABAC® y CONTIBAC® proporcionan la estabilidad de proceso, la automatización y la fiabilidad del ciclo de vida necesarias para respaldar la próxima generación de plantas DLE dondequiera que se encuentren salmueras ricas en litio.






