Direct Lithium Extraction from Geothermal Brines: How Can Filtration Enable Scalable, High Purity Lithium Production?
Direct Lithium Extraction (DLE) is rapidly gaining traction as a high efficiency pathway to battery grade lithium chemicals. By recovering lithium in hours rather than months, sorbent based DLE offers a resource efficient alternative to evaporation ponds, particularly where geothermal brines provide naturally elevated temperatures and stable process conditions. In these systems, operational success depends heavily on precise solids control across the extraction and purification stages. High performance solid liquid separation is therefore a critical enabler of stable plant operation, and DrM’s FUNDABAC® and CONTIBAC® filtration systems provide the reliability and process stability required for commercial scale DLE deployment.
Why is DLE from geothermal brines gaining strategic momentum?
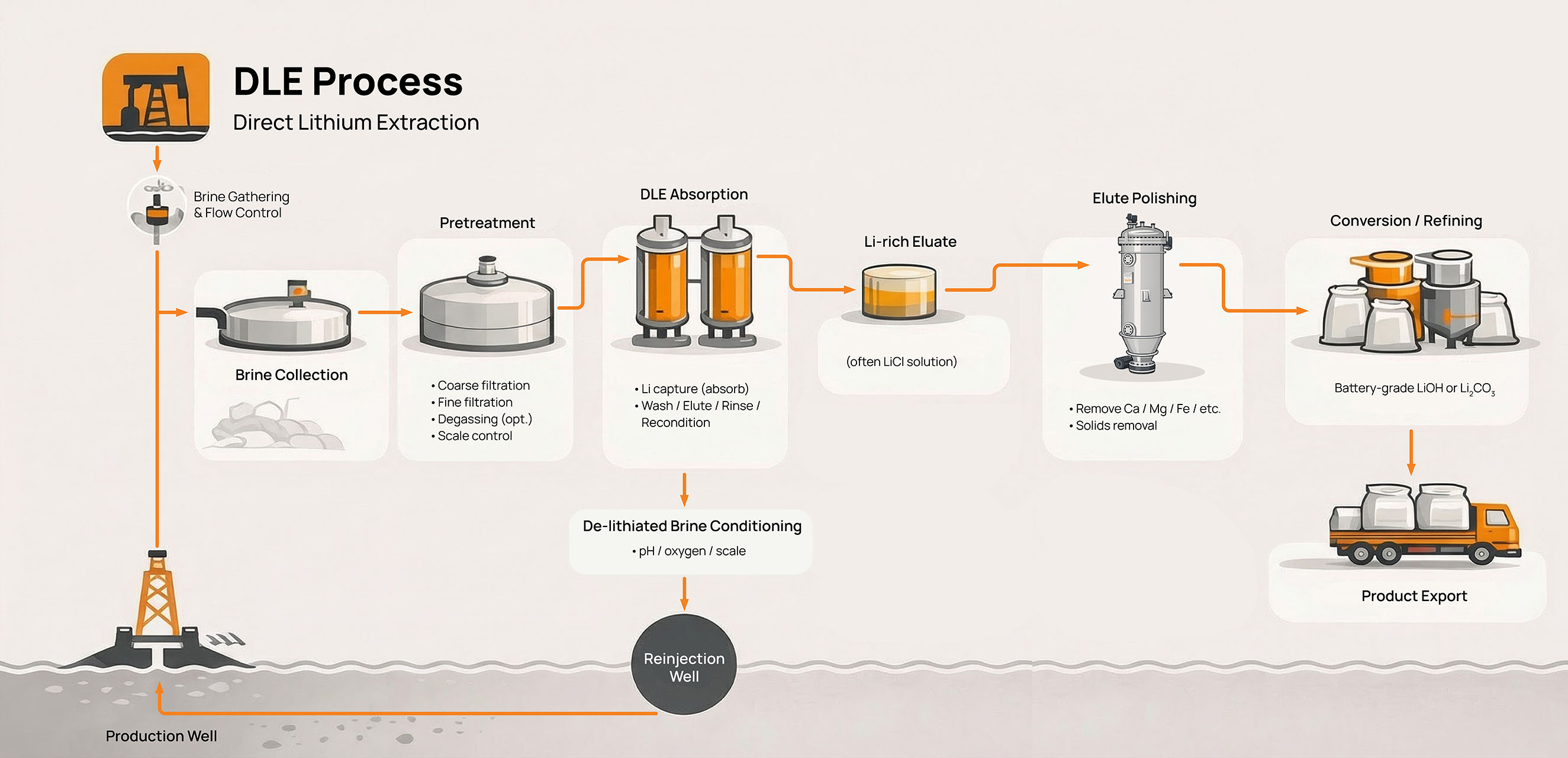
Conventional pond based extraction requires 18 to 24 months of evaporation, large land areas, and high water losses, with lithium recovery limited by climate variability. Direct Lithium Extraction shortens this cycle to hours or days by using engineered sorbents that selectively bind lithium chloride from brines. A subsequent water wash releases a concentrated LiCl eluate that feeds directly into electrolysis or conversion to lithium hydroxide.
The characteristics of the brine source have a significant bearing on process design. Geothermal brines offer temperatures of 60 to 75°C, which improve sorbent selectivity, reduce external heating demand, and support energy integration with the geothermal plant. In contrast, brines sourced from high-altitude evaporitic environments, such as salar (salt lake) systems, may present at significantly lower ambient temperatures, in the range of 20 to 30°C, requiring filtration and process equipment to perform reliably across a wider thermal envelope. Regardless of source, closed loop or controlled water cycles minimize waste generation and enhance sustainability metrics. To maintain consistent extraction performance across all brine types, solids control is essential, as high salinity brines typically contain a range of fines and scaling precursors whose composition varies with geological origin. Effective removal of these solids is required to protect sorbent beds, stabilize eluate purity, and secure downstream process reliability.
| Parameter | Geothermal Brines | Salar / Evaporitic Brines |
|---|---|---|
| Typical temperature | 60-75°C | 20-30°C (ambient) |
| Dominant impurities | Silica, mineral fines, scaling precursors | Carbonates, bicarbonates, sulfates |
| Water cycle | Closed-loop, reinjection to well | Open surface, pond-based or closed |
| Process integration | Energy integration with geothermal plant | Standalone DLE modules |
| Filtration priority | Silica removal, sorbent protection | Carbonate removal, scaling control |
Where do solids challenges arise in the DLE value chain?
Across the DLE process, solids originate from the brine source, sorbent attrition, chemical conditioning steps, and downstream crystallization. The dominant impurity species depend heavily on the geological origin of the brine. Geothermal brines commonly carry silica and mineral fines, while evaporitic salar brines may present elevated concentrations of carbonate and bicarbonate species, sulfates, and other scaling precursors. Without reliable solid-liquid separation at each of the stages below, operators face higher reagent consumption, shorter sorbent lifetimes, increased maintenance, and reduced lithium recovery.
| Process Stage | Solids Origin | Consequence if Unmanaged |
|---|---|---|
| Brine pretreatment | Suspended minerals, silica, carbonates, scaling precursors | Sorbent bed fouling, reduced efficiency |
| Adsorption / sorbent protection | Fine solids ingress into sorbent beds | Bed compaction, reduced permeability |
| Desorption / eluate conditioning | Sorbent fines, hydroxide precipitates | Fouling of IX units, RO, evaporators |
| Crystallizer feed preparation | Residual scaling products | Unstable crystal formation, quality loss |

How can DrM’s FUNDABAC® and CONTIBAC® candle filters optimize DLE processes?
- High throughput filtration across diverse brine compositions and temperatures
FUNDABAC® and CONTIBAC® filters are engineered for continuous duty in corrosive, high density brines across a wide range of operating temperatures, from the elevated temperatures of geothermal sources to the ambient conditions of high-altitude salar environments. Their pressure driven operation provides stable cake formation and predictable cycle times, even as brine composition and temperature fluctuate. Operation without filter aids or additives ensures that the treated brine remains suitable for reinjection or return to the process circuit, preserving source chemistry while removing lithium and suspended solids. - Accurate removal of fine and colloidal solids
DLE processes generate ultra fine particles during sorbent loading, regeneration, and metal removal. DrM filters capture these fines with high efficiency, protecting adsorption columns, RO systems, IX units, and evaporators. - Automation ready design for modular plant architectures
Modern DLE facilities rely on modular process trains and automated operation. The FUNDABAC® and CONTIBAC® integrate seamlessly into these control environments, delivering consistent cycle control and reduced operator intervention. - Reliable polishing of lithium chloride eluate
High purity eluate is essential for downstream conversion to battery grade lithium hydroxide. DrM filters remove sorbent fines, hydroxide precipitates, and scaling products, improving evaporator and crystallizer stability and reducing maintenance requirements. During impurity removal, efficient cake washing minimizes lithium losses by recovering entrained lithium from the filter cake, thereby improving overall lithium yield and reducing product losses in polishing steps.



What strategic value does DrM bring to commercial scale DLE projects?
With more than 4,100 filtration systems installed globally, DrM brings a proven technology platform to the demanding conditions of direct lithium extraction. FUNDABAC® and CONTIBAC® filters are engineered for high chloride, high density brines and deliver the process stability required for large scale operation. For DLE operators, this translates into:
- filtration units designed for high brine throughput and fluctuating feed characteristics
- predictable cycle performance that supports stable plant mass balances and high uptime
- reduced maintenance through robust construction and automated discharge systems
- improved sustainability via efficient solids removal and minimized waste generation
- long lifecycle reliability backed by extensive field experience in corrosive process environments
These strengths make DrM a reliable partner for DLE projects progressing from pilot to commercial scale, where consistent operation and controlled OPEX are essential to project viability.
What role will filtration play in the future competitiveness of DLE?
As DLE moves into commercial deployment across a growing variety of brine sources and geographies, the differentiating factor will shift from sorbent selectivity to plant wide operational reliability. Whether processing geothermal brines at elevated temperatures or salar brines under ambient conditions, and whether the dominant scaling challenge is silica, carbonates, or other inorganic species, every core step of the process, including adsorption, desorption, eluate purification and final conversion, depends on precise solids management. Advanced filtration keeps sorbent beds performing consistently, stabilizes eluate quality and protects downstream thermal and membrane units from fouling. In this context, filtration becomes a strategic enabler of high lithium recovery, predictable operating costs and long term equipment performance across the full spectrum of DLE project types. FUNDABAC® and CONTIBAC® systems deliver the process stability, automation and lifecycle reliability needed to support the next generation of DLE plants wherever lithium-bearing brines are found.